



Ensure consistent chemical processing efficiency with 2,2′-Methylenebis(6-tert-butyl-4-methylphenol) 99% Purity CAS 119-47-1, a high-stability additive that minimizes batch variations and supports smooth production workflows. Its precise 123-127°C melting point ensures reliable performance in industrial formulations, while the 25kg foil-alum bag packaging balances handling convenience with moisture protection—critical for maintaining shelf life in bulk storage.
- 99% purity guarantees low impurity interference, reducing quality control hurdles
- Solid form enables easy integration into automated mixing systems, cutting preparation time
- Stable supply from our Jinan warehousing center ensures production continuity even for large-tonnage orders
Description
For industrial manufacturing and laboratory research purposes only.
Product Specifications
| Parameter | Value |
|---|---|
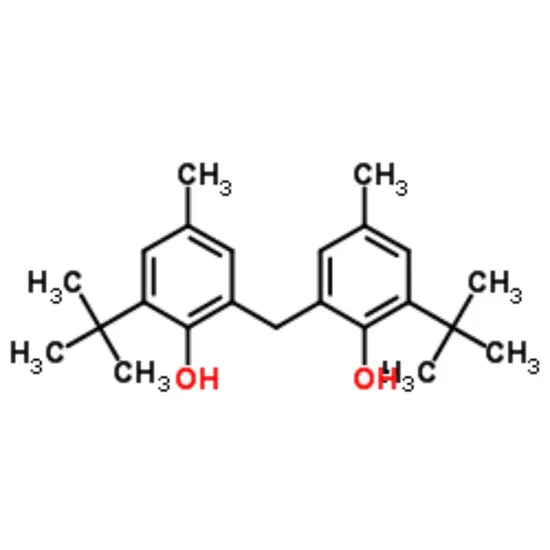
| Product Name | 2,2′-Methylenebis(6-Tert-Butyl-4-Methylphenol) |
| CAS Number | 119-47-1 |
| Molecular Formula | C23H32O2 |
| State | Solid |
| Purity | >99% |
| Melting Point | 123-127 °C(Lit.) |
| Boiling Point | 428.6±40.0 °C at 760 mmHg |
| Packing | 25kgs |
| Transport Package | by Foil – Alum Bag or Paper Drum |
| Specification | 250kg/drum Or 1,250kg/IBC |
| HS Code | 29072900 |
Consistent Quality 2,2′-Methylenebis(6-tert-butyl-4-methylphenol) CAS 119-47-1 for Stable Industrial Processing
Industrial production and laboratory research face critical challenges with chemical additives—unstable purity leading to unexpected副 reactions, batch-to-batch variations disrupting experimental reproducibility, and unreliable supply chains causing costly production delays. After a decade of serving chemical processing plants across 50+ countries, we’ve witnessed how these issues directly impact operational efficiency and product quality.
A Stable and Reliable 99% Purity Chemical Supply Solution
Our 2,2′-Methylenebis(6-tert-butyl-4-methylphenol) addresses these pain points through rigorous manufacturing control and a resilient supply chain. As a solid chemical with 99% purity, it ensures consistent performance in large-scale industrial processing, supported by our large warehousing center that maintains stable inventory from kilogram to ton-level orders. This reliability has made it a trusted choice for coating, plastic, and rubber processing plants seeking to stabilize their production workflows.
Typical Industrial Applications
This chemical processing additive plays a vital role in various industrial sectors, primarily as a stabilizer in polymer manufacturing and chemical synthesis. Its high purity and consistent physical properties make it suitable for applications requiring controlled reactivity, such as in the production of plastics, rubbers, and industrial coatings. It is strictly intended for industrial processing and laboratory research, with no application in consumer products or direct human contact scenarios.
Why Key Specifications Matter for Industrial Use
The 99% purity of our 2,2′-Methylenebis(6-tert-butyl-4-methylphenol) minimizes impurity interference, reducing the risk of副 reactions that can compromise product quality and increase waste. Its defined melting point range (123-127°C) ensures predictable handling during industrial processes, while the solid state allows for straightforward storage and metering. The molecular formula C23H32O2 confirms structural consistency, which is critical for maintaining reaction stoichiometry in large-scale synthesis. These specifications collectively contribute to process stability and cost efficiency for industrial manufacturers.
Benefits of High-Quality 25kg Packed Chemical for Your Operations
Choosing our 25kg packed chemical ensures compliance with industrial standards, reducing the risk of production failures associated with lower-grade alternatives. Inconsistent raw materials can lead to product recalls, equipment damage, and increased downtime—costs that far exceed the investment in quality additives. Our commitment to supply chain resilience means steady availability even during market fluctuations, helping you maintain production schedules and control long-term costs. Each batch meets strict quality criteria, aligning with global industrial standards for chemical processing materials.
Our Quality Assurance Process
We implement multi-stage quality control, including HPLC and spectroscopic analysis, to verify purity and structural integrity. Every batch is accompanied by a Certificate of Analysis (COA) detailing test results, ensuring transparency and traceability. With a production capacity of 20t/year, we maintain consistent manufacturing conditions to prevent batch variations. Our facility operates under strict quality management protocols, and we offer technical support to address specific application requirements. If a product fails to meet specified parameters, we provide hassle-free replacement to uphold your production continuity.
Certificate of Analysis & Documentation
Each shipment includes a batch-specific COA and MSDS, providing comprehensive safety and quality data. For critical applications, detailed检测图谱 can be requested to validate product specifications. These documents support regulatory compliance and quality control processes in your facility.
Storage & Handling
- Store in a cool, dry, well-ventilated area, sealed and away from direct sunlight.
- Keep away from incompatible materials, food and feed sources.
- Handle with appropriate personal protective equipment (gloves, goggles, lab coat).
- Follow good industrial hygiene practices. Avoid inhalation and skin contact.
- Refer to MSDS for detailed storage and safety instructions.
Streamlined Ordering Process for Industrial Buyers
Initiate your order by submitting a procurement list with required quantities, and our team will provide a bulk quotation and delivery timeline. For long-term needs, we offer customized supply agreements to secure pricing and availability. Samples can be arranged for qualification testing, ensuring compatibility with your processes before full-scale ordering. Our standard transaction process ensures clear communication and on-time delivery, supported by our global logistics network.
Frequently Asked Questions
Q: What is the shelf life of this product?
A: When stored under recommended conditions in unopened packaging, the product maintains stability for 24 months from the date of manufacture.
Q: Is this chemical suitable for food, pharmaceutical, or household use?
A: No. This product is strictly for industrial and laboratory research use only, and not intended for direct human consumption, therapeutic, or household applications.
Q: What documentation is provided with each shipment?
A: Each order includes a Certificate of Analysis (COA) and Material Safety Data Sheet (MSDS) specific to the batch.
Q: Can packaging be customized for large orders?
A: Yes, we offer custom packaging options including 250kg drums or 1,250kg IBC containers to accommodate bulk requirements.
Q: How is product purity verified?
A: Purity is confirmed through HPLC analysis and other spectroscopic methods, with results documented in the batch COA.
Related products
-
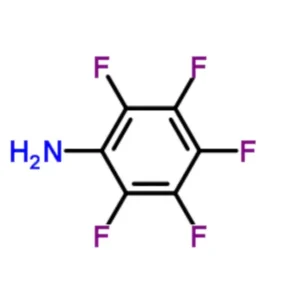
2,3,4,5,6-Pentafluoroaniline 99% Purity CAS 771-60-8 for Medicine Intermediate
Read more -
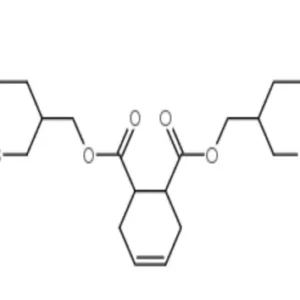
Bis(2-ethylhexyl) Cyclohex-4-Ene-1,2-Dicarboxylate 99% Purity for Chemical Production CAS 2915-49-3
Read more -

5-(tert-Butyl)-3-(chloromethyl)-1,2,4-Oxadiazole 99% Purity for Chemical Synthesis CAS 175205-41-1
Read more -
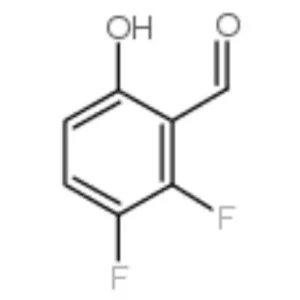
2,3-Difluoro-6-Hydroxybenzaldehyde 99% Pure CAS 187543-89-1 for Industrial Research
Read more