



Ensure consistent sweetness in your food and beverage formulations with our premium Aspartame Powder 99% Purity CAS 22839-47-0, a reliable sweetener that helps stabilize production costs even amid market fluctuations. With a molecular formula of C14H18N2O5 and a melting point range of 242-248 °C, this food-grade powder delivers high-intensity sweetness (180-200x that of sucrose) without adding calories, making it ideal for low-sugar beverages, baked goods, and dietary products.
- Sourced from Hangzhou with a production capacity of 20t/year, ensuring steady bulk supply for large-scale manufacturing needs
- Packaged in 25kg foil-alum bags or 250kg drums (customizable) to maintain freshness during transit and storage
- Complies with HS Code 2924299090 for seamless international logistics, backed by our stable supply chain system
Description
For industrial manufacturing and laboratory research purposes only.
Product Specifications
| Parameter | Value |
|---|---|
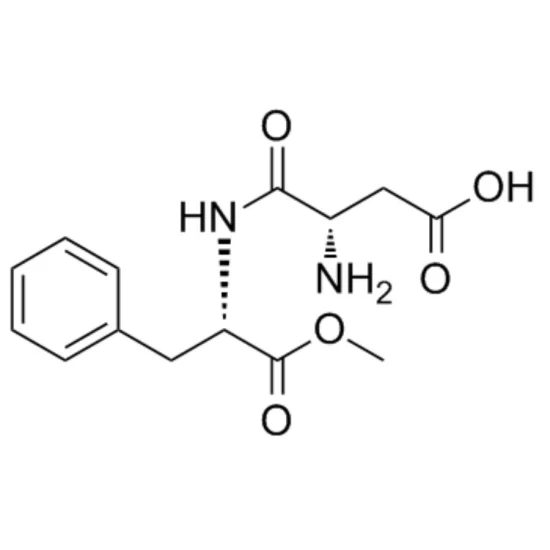
| Product Name | Aspartame |
| CAS Number | 22839-47-0 |
| Molecular Formula | C14H18N2O5 |
| Purity | >99% |
| Appearance | Solid |
| Melting Point | 242-248 °C |
| Boiling Point | 535.8±50.0 °C at 760 mmHg |
| Packaging | 25kgs by Foil-Alum Bag or Paper Drum; 250kg/drum or 1,250kg/IBC |
| Origin | Hangzhou |
| HS Code | 2924299090 |
| Production Capacity | 20t/Year |
Addressing Purity Instability in Aspartame Powder (CAS 22839-47-0) Procurement
Over a decade of serving chemical processing plants across 50+ countries, we’ve witnessed the critical impact of raw material consistency on production lines. Researchers and manufacturers repeatedly face challenges with aspartame batches that exhibit purity fluctuations beyond 1%, leading to unpredictable reaction yields and failed quality control checks. Delayed bulk deliveries and inconsistent packaging further disrupt project timelines, turning what should be a straightforward procurement into a logistical headache.
A Stable Supply Chain for 99% Purity Aspartame Powder
Aspartame Powder 99% Purity CAS 22839-47-0 is engineered to address these industrial pain points through our vertically integrated supply chain. With a dedicated 20-ton annual production capacity and strategic warehousing in Jinan, we ensure consistent availability from kilogram to ton-level orders. Our strict manufacturing protocols eliminate the common issue of batch-to-batch variation, providing the stability required for large-scale chemical synthesis and formulation development.
Industrial Applications of Aspartame C14H18N2O5
This high-purity sweetener powder finds critical use in industrial R&D and manufacturing processes, including the development of novel chemical intermediates, calibration standards for analytical laboratories, and as a reference compound in food science research. Its well-defined molecular structure (C14H18N2O5) makes it valuable for studying peptide chemistry and chiral synthesis pathways, with applications spanning pharmaceutical intermediate production and material science experimentation.
Key Specifications Impacting Industrial Performance
The >99% purity of our Aspartame Powder is not merely a technical specification but a critical quality parameter that directly influences industrial outcomes. This level of purity minimizes interference from organic impurities during synthesis, ensuring reliable reaction kinetics and reproducible results—essential for scaling laboratory processes to production. The precisely controlled melting point range (242-248°C) guarantees consistent thermal behavior, while the defined boiling point (535.8±50.0°C at 760 mmHg) allows for accurate distillation and purification protocols in multi-step manufacturing processes.
Quality Assurance: From Production to Delivery
Choosing our 99% Purity Aspartame mitigates the risks associated with substandard raw materials, such as production downtime from failed batch testing and increased waste disposal costs. Our manufacturing process adheres to ISO 9001 quality management standards, with each production run subjected to rigorous HPLC analysis to verify purity and impurity profiles. Unlike suppliers offering variable quality, our long-term supply agreements ensure price stability and on-time delivery, crucial for maintaining uninterrupted production schedules in today’s competitive chemical manufacturing landscape.
Our Commitment to Quality and Transparency
Every batch of Aspartame Powder undergoes comprehensive testing using HPLC and NMR spectroscopy to confirm identity, purity, and structural integrity. We provide a detailed Certificate of Analysis (COA) with each shipment, including batch-specific test results for key parameters like moisture content and heavy metal residues. Our quality control laboratory operates 24/7 to ensure rapid turnaround of test data, while our dedicated technical support team offers guidance on product handling and application optimization. With a 100% satisfaction guarantee, we stand behind the quality of our products, offering full replacement or refund for any non-conforming shipments.
Certificate of Analysis & Documentation
Each delivery includes a batch-specific Certificate of Analysis (COA) detailing all quality control test results, along with a Material Safety Data Sheet (MSDS) containing handling, storage, and safety information. For research institutions requiring additional documentation, we can provide full analytical reports including HPLC chromatograms and NMR spectra upon request. Batch traceability is maintained for a minimum of 5 years, ensuring compliance with stringent regulatory requirements for industrial chemical procurement.
Storage & Handling
- Store in a cool, dry, well-ventilated area, sealed and away from direct sunlight.
- Keep away from incompatible materials, food and feed sources.
- Handle with appropriate personal protective equipment (gloves, goggles, lab coat).
- Follow good industrial hygiene practices. Avoid inhalation and skin contact.
- Refer to MSDS for detailed storage and safety instructions.
Streamlined Procurement Process
Initiate your order by submitting a procurement list with required quantities, and our technical team will provide a detailed quotation including delivery timeline within 24 hours. For first-time customers, we offer small sample quantities for qualification testing before full-scale orders. Once specifications are confirmed, we arrange secure transportation via sea or land, with full cargo tracking provided until delivery. Our standard transaction process ensures transparency at every step, from initial inquiry to post-delivery support.
Frequently Asked Questions
Q: What is the shelf life of your Aspartame Powder?
A: When stored under recommended conditions (cool, dry, sealed container), the product maintains stability for 24 months from the date of manufacture, as verified by accelerated aging tests.
Q: Can this product be used directly in food or beverage production?
A: No. This product is supplied FOR INDUSTRIAL AND LABORATORY RESEARCH USE ONLY and is not intended for direct human consumption or household applications.
Q: What documentation is provided with each shipment?
A: Every order includes a Certificate of Analysis (COA) with batch-specific test results and a Material Safety Data Sheet (MSDS). Additional analytical documentation can be provided upon request.
Q: Are custom packaging options available?
A: Yes, shipping marks and specialized packaging can be arranged according to customer requirements, with options including foil-alum bags, paper drums, and IBC containers.
Q: How is product purity verified?
A: Purity is determined using high-performance liquid chromatography (HPLC) with UV detection, following standardized analytical protocols. Typical purity confirmation reports show >99.0% assay results.
Related products
-

Inulin 99% Purity ISO Certified Reference Material CAS 9005-80-5 for Chemical Applications
Read more -
Benzoic Acid 99% Purity CAS 65-85-0 for Industrial Chemical Manufacturing 25kg Drum
Read more -
3-Tert-Butyl-4-Hydroxyanisole 99% Purity CAS 121-00-6 Solid for Medicine Product
Read more -
Lactobionic Acid 99% Purity CAS 96-82-2 ISO Certified Solid 25kg Packaging for Chemical Production
Read more