FOR INDUSTRIAL AND LABORATORY RESEARCH USE ONLY. NOT FOR DIRECT HUMAN CONSUMPTION, THERAPEUTIC OR HOUSEHOLD USE.
For industrial manufacturing and laboratory research purposes only.
Product Specifications
| Parameter | Value |
|---|
| Product Name |
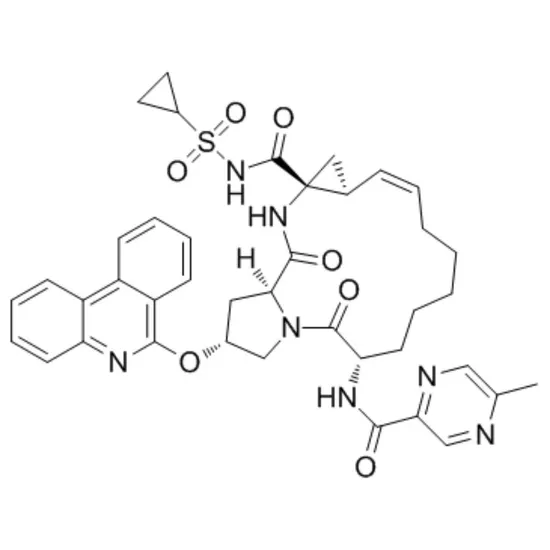
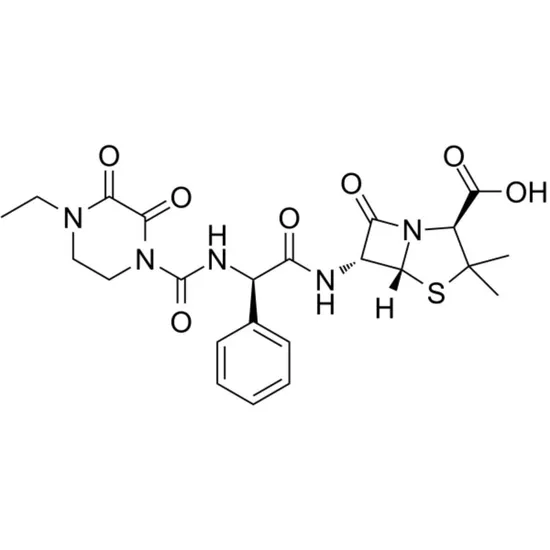
Piperacillin |
| CAS Number |
61477-96-1 |
| Purity |
>99% |
| State |
Solid |
| Molecular Formula |
C23h27n5o7s |
| Melting Point |
139-140℃ |
| Packing |
25kgs |
| Transport Package |
by Foil - Alum Bag or Paper Drum |
| Specification |
250kg/drum Or 1, 250kg/IBC |
| Origin |
Hangzhou |
| HS Code |
2941101900 |
| Production Capacity |
20t/Year |
Piperacillin CAS 61477-96-1: Addressing Industrial Chemical Supply Challenges
For over a decade in the fine chemical industry, we've witnessed the critical impact of raw material consistency on production outcomes. Pharmaceutical R&D teams struggle with batch-to-batch purity variations causing irreproducible results, while manufacturers face costly delays when bulk orders fail to meet delivery timelines. These challenges are particularly pronounced with high-purity pharmaceutical intermediates like Piperacillin, where even minor impurities can compromise downstream processes.
A Reliable Supply Chain for High-Purity Piperacillin
Our Piperacillin CAS 61477-96-1 with 99% purity is engineered to solve these industrial pain points through our established supply chain infrastructure. Boasting a large warehousing center and stable production capacity of 20 tons annually, we ensure consistent availability from kilogram to ton-level orders. This stability is backed by our 10+ years of serving 50+ countries, providing the reliability that pharmaceutical processing plants and research institutions demand for uninterrupted operations.
Industrial Applications of Piperacillin
As a key pharmaceutical application intermediate, Piperacillin serves as a critical building block in organic synthesis processes. Its high purity makes it suitable for laboratory scale research and industrial manufacturing where stringent quality control is paramount. The compound's solid form ensures ease of handling and precise dosing in controlled production environments, supporting the development of specialty chemicals and active pharmaceutical ingredients (APIs) for industrial use.
Key Specifications and Their Industrial Significance
The 99% purity level of our Piperacillin minimizes副反应干扰 in synthesis processes, reducing purification costs and improving yield consistency. Its defined melting point (139-140℃) provides reliable thermal stability data for process optimization, while the molecular formula C23h27n5o7s ensures structural integrity for accurate reaction modeling. The standard 25kg packaging and 250kg drum options offer flexibility for both small-scale research and large-volume manufacturing, with foil-alum bag liners ensuring product stability during storage and transportation.
Value Beyond Purity: Long-Term Supply Assurance
Choosing our high purity Piperacillin for pharma applications delivers tangible benefits over lower-grade alternatives. Consistent quality reduces production downtime caused by material rejections, while our stable supply chain mitigates the risk of price volatility and stockouts that plague the basic chemical industry. Manufactured in compliance with industrial standards, our product supports your regulatory compliance efforts, with each batch meeting stringent quality criteria to avoid costly production errors and ensure process reliability.
Quality Assurance You Can Verify
Our quality commitment is built on verifiable processes: every batch of Piperacillin undergoes comprehensive testing including HPLC purity analysis and melting point verification. We provide a Certificate of Analysis (COA) with each shipment, detailing exact specifications and test results. Our production facility maintains rigorous quality control protocols, and we stand behind our product with a no-questions return policy for non-conforming materials. With 20t annual production capacity, we ensure steady supply even for long-term contracts, supported by dedicated technical support to address your specific application requirements.
Certificate of Analysis & Documentation
Each order includes a detailed Certificate of Analysis (COA) specific to the shipped batch, containing actual test results for purity, appearance, and other critical parameters. Material Safety Data Sheets (MSDS) are provided to ensure safe handling and storage. For qualification purposes, historical batch data and additional technical documentation can be requested to support your quality system requirements.
Storage & Handling
- Store in a cool, dry, well-ventilated area, sealed and away from direct sunlight.
- Keep away from incompatible materials, food and feed sources.
- Handle with appropriate personal protective equipment (gloves, goggles, lab coat).
- Follow good industrial hygiene practices. Avoid inhalation and skin contact.
- Refer to MSDS for detailed storage and safety instructions.
Streamlined Order Process for Industrial Buyers
Initiate your procurement by submitting a detailed inquiry specifying required quantity and packaging preferences. Our team will provide a comprehensive quotation including delivery timeline within 24 hours. For first-time buyers, small sample quantities are available for qualification testing. Upon approval, we proceed with production scheduling and confirm your order with a detailed proforma invoice. All shipments include complete documentation and are tracked through our logistics partners for full supply chain visibility.
Frequently Asked Questions
Q: What is the shelf life of your Piperacillin product?
A: When stored under recommended conditions (cool, dry, sealed container), our Piperacillin maintains specifications for 24 months from the manufacturing date indicated on the COA.
Q: Is this product suitable for direct pharmaceutical or medical use?
A: No. This product is supplied FOR INDUSTRIAL AND LABORATORY RESEARCH USE ONLY. It is not intended for direct human consumption, therapeutic applications, or household use.
Q: What documentation accompanies each shipment?
A: Each order includes a Certificate of Analysis (COA) with batch-specific test results and a Material Safety Data Sheet (MSDS). Additional documentation can be provided upon request.
Q: Do you offer custom packaging options?
A: Yes, we can accommodate custom packaging requirements for large-volume orders. Contact our sales team to discuss specific needs beyond our standard 25kg bags and 250kg drums.
Q: How is the purity of your Piperacillin verified?
A: Purity is determined using High-Performance Liquid Chromatography (HPLC) analysis, with results documented in the batch-specific COA. Additional testing methods can be arranged for qualification purposes.
Usage Notice: Supplied exclusively for industrial manufacturing and laboratory research purposes. The buyer is fully responsible for complying with all local laws, regulations and safety requirements for its use.
 Pharma Intermediates
Pharma Intermediates